Mit Inhouse-Präzisionsfertigung zum globalen Erfolg
Mit dem neuen Betätigungsfeld ›Fertigung von Composite-Bauteilen‹ eines Bestandskunden findet Langzauner zum heutigen Kerngeschäft. Den Weg zum führenden Komplettlösungs-Anbieter für Composite-Pressenanlagen ebnet die Inhouse-Zerspanung auf Matec-Maschinen.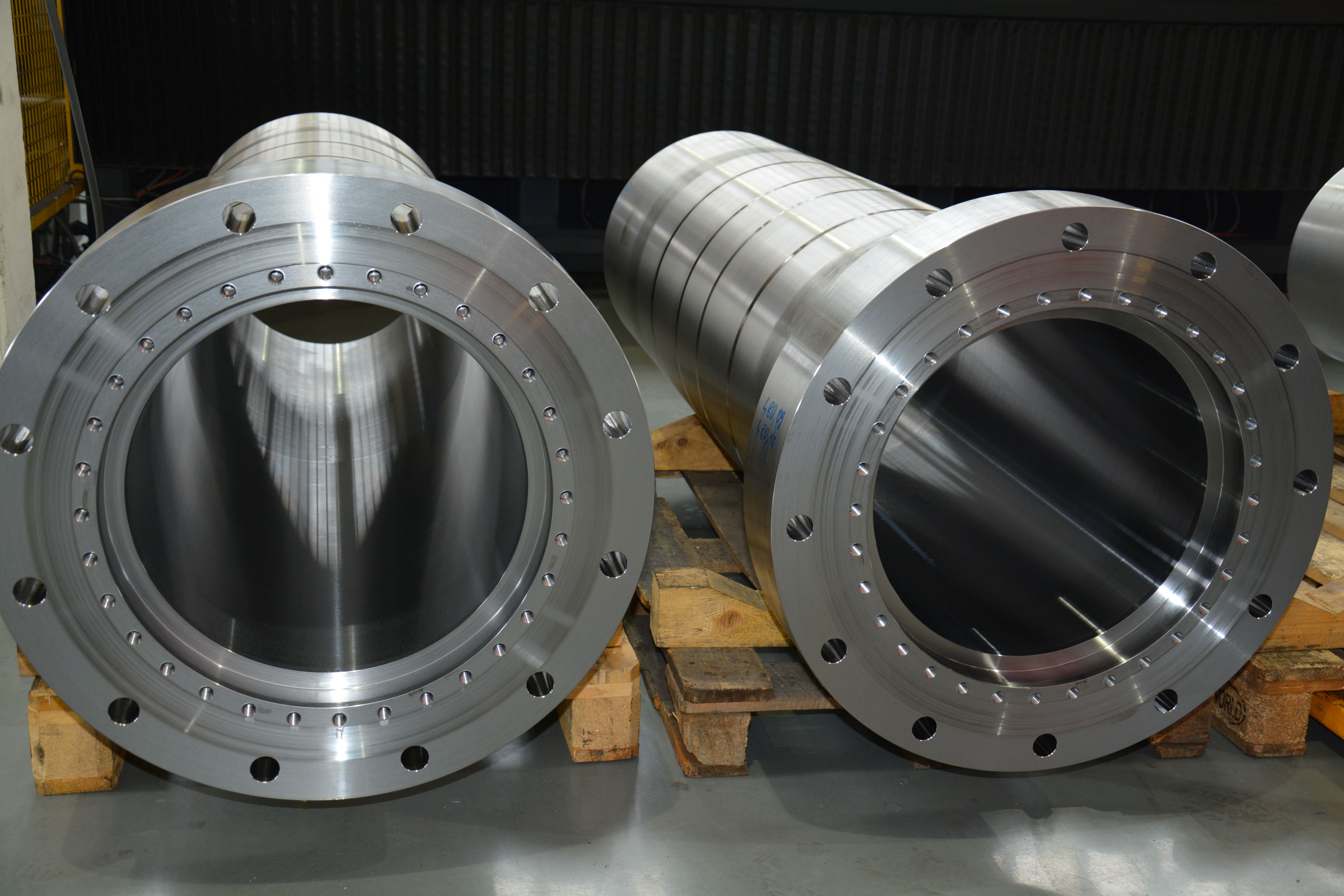
von Helmut Damm
Als Erwin Witzmann im Jahr 2000 das Unternehmen Langzauner von der Eigentümerfamilie
übernahm, stand die mittelständische Firma gerade vor einer bedeutenden Weggabelung:
Sollte der Sondermaschinenbauer für die holzverarbeitende Industrie – Langzauner war
und ist Weltmarktführer für Komplett-Pressenanlagen zur Fertigung von Skiern – in die stark
umkämpfte Automatisierungstechnik für derartige Anlagen einsteigen? Oder doch eher auf die
in der Ski-Industrie aufkeimende Composite-Verbundtechnologie setzen?
Neues Geschäftsfeld erobert
Der Investor und heutige Geschäftsführer: »An dieser Stelle spielte ein Großkunde aus der
Ski-Industrie das Zünglein an der Waage, der mit seinem Wissen um Composites in die
Zuliefertätigkeit für entsprechende Komponenten einsteigen wollte, wie sie in hohen
Stückzahlen und großer Vielfalt in der Luftfahrt benötigt werden. Als Premium-Lieferant für
entsprechende Pressen im Skisegment kam man mit diesem Gedanken auf uns zu. Nach
ersten Schritten mit kleineren Laborpressen sind wir mittlerweile bei der Fertigung von
Komplettlösungen für große Composite-Pressenanlagen mit aktuell bis 3000 t Druck ganz
vorne mit dabei. Inzwischen erhalte ich dabei Unterstützung durch meinen Sohn Thomas,
der sich diesen Markt zu eigen gemacht hat.« Mittlerweile liefert der Sondermaschinenhersteller
jährlich etwa 40 Composite-Komplettanlagen an Kunden weltweit – Tier-1-Zulieferer für die
großen OEMs aus der Luftfahrt- und Automotive-Branche. Gefertigt werden darauf
Flugzeugkabineninterieur wie Paneele, Fensterumrandungen, Gepäckablagen, Seitenwände,
Türrahmenverkleidungen, aber auch zahlreiche Elemente für das Auto-Interieur.

Partner, die eine Sprache sprechen (von links): MATEC-Gebietsrepräsentant Oliver
Stiebinger, stellv. MATEC-Vertriebsleiter Thomas Maier sowie von Langzauner Michael
Damberger, Daniel Stockinger und Geschäftsführer Erwin Witzmann vor der MATEC 30HVU.
Die Inhouse-Zerspanung legt die Basis für den Erfolg im Markt
Kommen neue Kunden für ein mehrtägiges Vor-Ort-Audit nach Lambrechten, kann sich
Erwin Witzmann beruhigt zurücklehnen. Bislang hat der hohe Eigenfertigungsanteil von
rund 90 Prozent stets für zufriedene Mienen bei den Gutachtern gesorgt. Witzmann:
»Von der Materialbeschaffung über das Schweißen und anschließende mechanische
Bearbeiten aller genauigkeitsrelevanten Komponenten bis hin zur Softwareentwicklung
und Automatisierung halten wir alle Wertschöpfungsschritte in eigener Hand. Das schafft
hohes Zutrauen bei den Kunden, gerade in Zeiten, in denen eine Abhängigkeit von
Zulieferern Unwägbarkeiten bezüglich des Liefertermins bedeuten.
« Egal ob Crush-Core-, Honeycomb-, PCM-, HP-RTM- oder SMC-BMC-GMT Verfahren:
Beim Heißpressen handelt es sich um hochsensible Press-, Harzinjektions- und Temperier-
vorgänge, teilweise unter Vakuum, die eine exakte Temperaturverteilung und Druck-
genauigkeit sowie die Planheit der Form-Dichtflächen voraussetzen. Erreicht wird dies
über die exakte Ebenheit und Parallelität der Führungen und Hydraulikzylinder der Pressen.
Daraus resultieren – bezogen auf die Dimensionen der Baustahl-Komponenten – enorm
hohe Genauigkeitsanforderungen bei der Inhouse-Zerspanung. Hierfür setzt Langzauner
seit 2012 auf Werkzeugmaschinen von Matec.
6-m-Maschine und 6-Achs-Zerspanung in allen Raumlagen
Auf der Suche nach geeigneten Werkzeugmaschinen für die anspruchsvolle Aufgabe
kam es damals zum Erstkontakt zwischen Langzauner-Fertigungsmeister
Hannes Danninger und dem österreichischen Matec-Repräsentanten Mario Stiebinger,
dessen Sohn Oliver mittlerweile den Kunden Langzauner betreut. Aus dem Pflichtenheft
ging ein 6-Achs-BAZ matec-30 HVU mit Verfahrwegen in X/Y/Z von 6000/1070/1300 mm
hervor. Die HVU-Fahrständer-Baureihe verfügt neben einem Rundtisch über einen in
zwei Achsen stufenlos drehbaren Universal-Fräskopf, der es ermöglicht, lange
Werkstücke an vier Seiten zu bearbeiten, wie beispielsweise Langteile von Stahl-
konstruktionen und Gehäuse.
Der stellvertretende Matec-Vertriebsleiter Thomas Maier kennt die Vorzüge, die auch bei
Langzauner voll zur Geltung kommen: »Wir können mit dem HVU-Kopf jede Winkellage im
Raum abfahren und den Kopf stufenlos auch in jede ungerade Teilung drehen. Da wir hier
ohne Hirth-Verzahnung arbeiten, wie bei vielen anderen Herstellern der Fall, muss
Langzauner nicht vorpositionieren und kann lange Bauteile, beispielsweise die Führungen
der Hydraulikzylinder, in einem Rutsch X-Achsparallel hochgenau fertigen. Weiterhin sichern
die direkten Wegmesssysteme auch in den Rundachsen, die wir nicht klemmen müssen,
eine hohe Bearbeitungsgüte.
« Die Besichtigung einer Referenz-Maschine bei einem Anwender brachte zusätzlich Gewissheit.
Seit Dezember 2012 verrichtet die Maschine im Zweischichtbetrieb ihre Arbeiten zur vollsten
Zufriedenheit der Lambrechtener. Erwin Witzmann: »Wir fertigen beispielsweise bis zu 6 m
lange Zylinderrohre, bei denen wir innen die Aufnahme für das Drehen vorfräsen, was die
Basis für die Feinstbearbeitung schafft. Die Kolben beziehen wir als verchromte Stangenware,
und auch hier werden die Endmaße und die Bohrungen auf der Matec gefertigt. Gleiches gilt
für die Zylinderböden mit ihren vielen Bohrungen, unter anderem für die Hydraulikölzufuhr.
Letztlich geht bei uns alles, was über 1500 mm lang oder komplex ist, auf die Matecs.
Mehrzahl, denn 2016 haben wir auf Basis unserer guten Erfahrungen noch eine 3-m-Maschine
vom Typ matec-30 HV gekauft.«

5-Achs-BAZ MATEC 30HV: Bediener Michael Damberger weiß um die Bedeutung der
mechanischen Bearbeitung für den späteren reibungslosen Prozess auf den großen
Composite-Pressenanlagen von Lanzauner

Böden von selbst gefertigten Hydraulikzylindern: Langzauner kann sich bei der
spanenden Bearbeitung auf die Präzision der 5-Achs- und 6-Achs-Fahrständer-BAZ
von MATEC verlassen
Das Paket aus Werkzeugmaschinen, Engineering und Services stimmt
Die zweite, kleinere 5-Achs-Maschine mit 3000 mm X-Verfahrweg und 825 beziehungsweise
1100 mm Dimension in Y und Z wurde im Juni 2016 beschafft. Die Maschinenbediener
Michael Damberger und Daniel Stockinger sehen sich mit den Heidenhain-Steuerungen und den
adaptierten Stark-Nullpunktspannsystemen bestens für die Einzelteil- und Kleinstserienfertigung
komplexer und großer Bauteile gerüstet. Das Nullpunktspannsystem wurde von Matec angepasst
und dient dazu, die Anschläge und Auflageflächen der Werkstückspannung wiederholgenau
zu positionieren und selbst nach einem Rüstvorgang die Bauteile schnell auf Mittenposition
ausrichten zu können. Auch die Zugänglichkeit des beim Türöffnen nach vorne und oben offenen
Arbeitsraums ist selbst bei 6 m langen Bauteilen problemlos gegeben. Auf den Servicebedarf der
Matec-Maschinen und die Servicequalität des Herstellers angesprochen, reagiert Erwin Witzmann
mit Gelassenheit: »Mir ist nichts zu Ohren gekommen, also muss das passen. Was uns wichtig war:
Die Chemie zu unserem Partner muss stimmen – und das hat sie vom ersten Augenblick an.« Für den
Geschäftsführer haben andere Baustellen Priorität: Obwohl 2008 Hallenerhöhungen erfolgten, ist die
›Luft nach oben‹ schon wieder zu dünn für die Manipulation großer Komponenten und die Vormon-
tage der teils über 10 m hohen Pressen. Auch ist der Fachkräftegewinn eine Herausforderung in der
oberösterreichischen Hochtechnologie-Region Innviertel. Die letzten Jahre waren mit großem Erfolg
verbunden, da ist der Bedarf an Mechatronikern und Monteuren groß. Da die Zerspanung reibungslos
läuft, kann er sich um andere effizienzsteigernde Maßnahmen kümmern, etwa um die Beschaffung
eines Schweißroboters. Aber das steht auf einem anderen Blatt.

Hochpräzise Bohrungen: Bei den Böden für die eigengefertigten Hydraulikzylinder
müssen sämtliche Anschlüsse und auch die Ebenheit hundertprozentig passen -
je nach Komponente auch in verschiedensten 3D-Winkellagen

Gewindefräsen auf der MATEC 30HV: bezogen auf die Größe der Komponenten
herrschen gesteigerte Genauigkeitsanforderungen, vor allem bei innenbearbeitungen
Dieser Bericht wurde in der Fachzeitschrift Werkstatt+Betrieb, 9/2018 veröffentlicht.
Website W+B