Vielfalt in Metall
Die Mafo Systemtechnik AG aus dem beschaulichen Teisendorf präsentiert sich gerne mit dem Slogan ,Vielfalt in Metall‘. Und das zu Recht. Mit den drei Geschäftsfeldern Gießerei, Schweißbaugruppen und mechanische Fertigung decken sie nahezu das ganze Spektrum der Metallbearbeitung ab. Das braucht natürlich auch ein gerüttelt Maß an Flexibilität. Flexibilität, wie sie die Bearbeitungszentren von Matec bieten.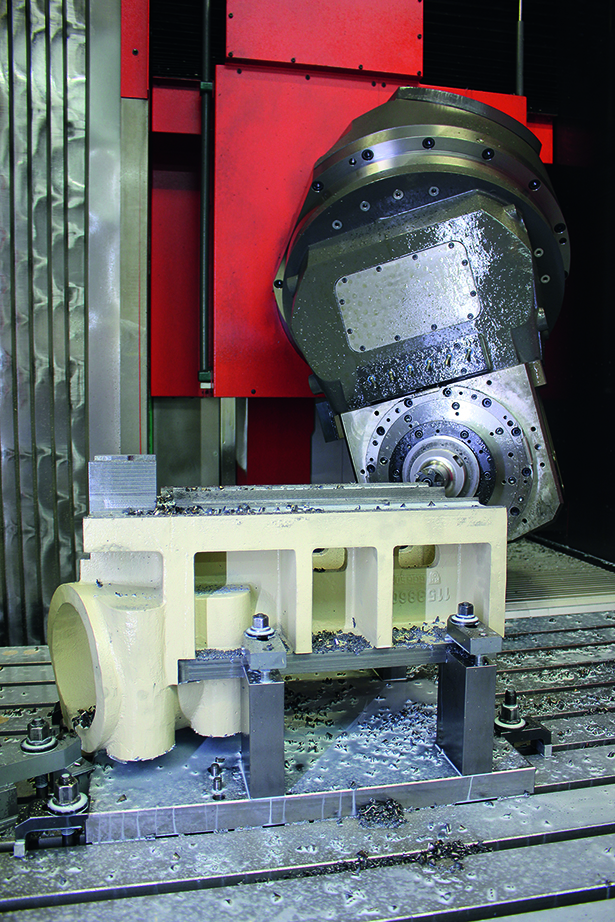
von Helmut Angeli
Die Mafo (steht für Maschinen und Formen) GmbH wurde 1949 von Gustav Kuhn gegründet und konzentrierte sich ursprünglich ausschließlich auf den Bau von Formen und Sondermaschinen für die Glasindustrie. Als der Gründer 1982 verstarb, führte seine Tochter das Unternehmen weiter, bis sie es schließlich 1993 weiterverkaufte. Mit der zunehmenden Grenzöffnung war das Geschäftsmodell nicht mehr aufrechtzuerhalten. Die Konkurrenz aus Böhmen, Tschechien, Slowenien – allesamt traditionell in der Glasindustrie unterwegs – konnte aufgrund der deutlich günstigeren Kostenstrukturen billiger anbieten. Erste Versuche über eine Diversifikation startete der neue Eigentümer mit der Produktion von biologisch abbaubaren, kompostierbaren Produkten. Heute – zu Zeiten von Coffee to go – ein hochaktuelles Thema, damals aber etwas der Zeit voraus. Die schon beinahe logische Folge war 1999 die Insolvenz des Unternehmens.
Kunden aus den unterschiedlichsten Bereichen
Karl-Heinz Schörghofer, der damalige Betriebsleiter (und heutige Produktionsvorstand), wagte mit Unterstützung des Insolvenzverwalters und der Hausbank einen neuen Anlauf. „Wir wollten nie mehr von einer einzigen Branche abhängig sein und haben uns deshalb ganz bewusst um Kunden aus unterschiedlichen Segmenten bemüht. Heute zählen Unternehmen aus den Bereichen Automotive, allgemeiner Maschinenbau und Werkzeugmaschinenbau zu unserem Kundenkreis.“ Unter der Neugründung Mafo Systemtechnik GmbH & Co. KG definierte man deshalb drei Geschäftsfelder (Gießerei, mechanische Fertigung, Schweißerei) und schuf damit ein Angebot, das in dieser Form in Deutschland nahezu einmalig war. „Es gibt in Deutschland immer noch genug gute Gießereien, die haben aber in aller Regel kein Äquivalent in der mechanischen Bearbeitung. Umgekehrt gibt es eine Vielzahl von Fräsereien, die aber alle nicht gießen können. Wir können beides und wir können auch schweißen und montieren.“ 2007 wurde Mafo dann in eine Aktiengesellschaft überführt, an der sich auch die Mitarbeiter beteiligen konnten.
Wie gut sich diese entwickelte, kann daran abgelesen werden, dass 2013 mit Markus Grob (heute Geschäftsführer Cloos Schweißtechnik) und Gerhard Hagenau (ehemals Geschäftsführung Heidenhain) zwei bekannte Persönlichkeiten aus der Branche sich mit jeweils 30 Prozent an Mafo beteiligten. Heute beschäftigt Mafo am Standort Teisendorf 95 Mitarbeiter, darunter 13 Auszubildende in den Feldern Zerspanungs- und Gießereimechaniker und Modellbau-Facharbeiter. „Für uns ist das überlebenswichtig, weil wir nicht zuletzt auch von der Qualifikation unserer Mitarbeiter leben.“ Die positive Entwicklung gilt im Übrigen für alle Geschäftsbereiche. Karl-Heinz Schörghofer zum Umfeld Schweißerei/Präzisionsschweißgruppen: „Wir fertigen seit 2015 die
Sicherheitszellen für die Rennsportversion des Audi R8. Zudem produzieren wir für den Motorradhersteller KTM bis zu 60.000 Heckausleger pro Jahr.“ Aber er stellt auch klar: „Unsere Kernkompetenz ist nach wie vor die Herstellung von Maschinenbauteilen in hoher Präzision. Hier sind vor allem kleine und kleinste Stückzahlen gefragt. Heute stellen wir unter anderem Spindelgehäuse für die Siemens-Tochter Weiss Spindeltechnologie, komplette Kreuzschlitten für Emco und Schwenktische für Matec her. Wobei wir auch hier alle dafür benötigten Gussteile aus unserer Gießerei beziehen.“ Und: „Wir haben beispielsweise 2015 für einen bekannten Hersteller von Schleifmaschinen komplette Flachschleifmaschinen nach deren Plänen gebaut. Vom
Guss über die Bearbeitung bis hin zur Montage, die ganze Wertschöpfungskette aus einer Hand.“

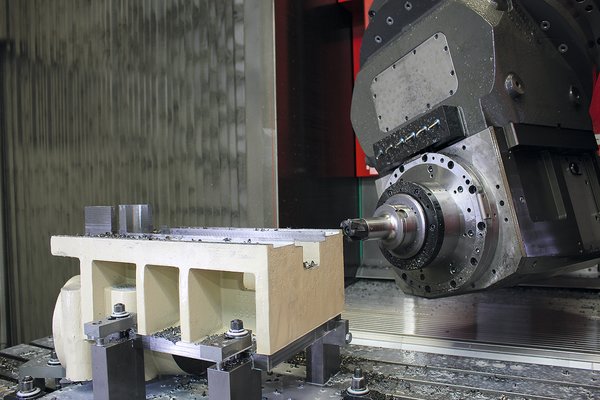
Alle matec-Maschinen zeichnen eine sehr gute Zugänglichkeit des Arbeitsraums aus.
Ein ganzer Prozessschritt kann entfallen
Für einen so breit gestreuten Kundenkreis mit den daraus resultierenden unterschiedlichen Anforderungen galt es, Betriebsmittel für die eigene Produktion zu finden, die möglichst flexibel einsetzbar sind. „Wir wollten auf jeden Fall eine Werkzeugmaschine mit einem relativ sehr großen Arbeitsraum haben, die gleichzeitig alle Anforderungen an die Genauigkeit erfüllt. Auf der AMB 2008 haben wir ganz konkret nach einer Maschine gesucht, die diese Maßgaben möglichst perfekt abdeckt.“ Bis dahin hatte man fast ausschließlich Werkzeugmaschinen von einem der ganz großen deutschen Hersteller bezogen, aber beim direkten Vergleich sprachen einige Features für einen Wechsel. „Wir haben uns seinerzeit für eine matec-50 HV entschieden,
obwohl die Maschine teurer war als eine vergleichbare unseres damaligen Haus- und Hoflieferanten. Ausschlaggebend für den Kauf der ersten Matec waren vor allem die hohen Anforderungen an die Maßhaltigkeit der Spindelgehäuse für Weiss. Die Rohlinge aus unserer eigenen Gießerei mussten früher nach dem Fräsen noch geschliffen werden. Mit der Matec können die Lager heute dank des integrierten Drehtisches mit Ausdrehwerkzeugen fertig bearbeitet werden.“ Neben dem stabilen Aufbau des Bearbeitungszentrums und der daraus resultierenden Genauigkeit hat vor allem die Möglichkeit zur Pendelbearbeitung den Ausschlag gegeben. „Wir haben nur sehr selten Bauteile, die einen Bearbeitungsbereich von drei und mehr Metern wirklich brauchen, aber wir haben sehr viele Teile, die sich in einem Bereich von einem Meter finden. Dafür ist eine für die Pendelbearbeitung ausgelegte Maschine ideal, da sich so die Stillstandszeiten weitgehend eliminieren lassen und wir nicht wie bei einer Palettenmaschine weiteren Platzbedarf und höhere Kosten haben. Mit anderen Worten: Wir können auf der 50 HV größere Teile bearbeiten, sie gleichzeitig aber auch für die Serienfertigung kleinerer Werkstücke nutzen.“ Und weiter: „Für den Maschinenbau sind Genauigkeiten gefordert, an die wir uns erst herantasten mussten. Vorher war für uns ein Hundertstel schon das Nonplusultra, aber seit wir für Weiss Spindeltechnik oder Gleason fertigen, sind deutlich höhere Genauigkeiten
gefordert.“
Präzision bei Form- und Lagetoleranzen entscheidet
Die guten Erfahrungen mit der ersten Matec haben im weiteren Fortgang dazu geführt, dass man erst in eine 30 HV und dann in eine 50 HVU (natürlich alle mit einer Heidenhain-Steuerung iTNC 530i beziehungsweise iTNC 640 ausgerüstet) mit einem Verfahrweg in X von vier Metern investiert hat. Dazu Karl-Heinz Schörghofer: „Wir waren uns einig, dass wir die immer weiter gestiegenen Genauigkeitsanforderungen bei einzelnen Bauteilen nur erfüllen können, wenn wir diese Werkstücke in einer einzigen Aufspannung komplett auf einer Maschine fertigen. Es reicht nicht aus, Stich- oder Längenmaße präzise einzuhalten, ausschlaggebend ist die Präzision bei Form- und Lagetoleranzen – und die lässt sich nur sicherstellen, wenn alle Umspannarbeiten entfallen.“
Christian Warislohner, Leiter mechanische Fertigung, hat bei Mafo gelernt und sogar noch einige Zeit als Bediener an der ersten Matec gestanden. Auch er macht keinen Hehl aus seiner Vorliebe für Matec: „Wir haben in all den Jahren noch keine nennenswerten Probleme mit den Matec-Maschinen gehabt. Für uns als Lohnbetrieb ist eine derart hohe Verfügbarkeit ein echter Segen. Zudem deckt die Hauptspindel mit bis zu 9.000 min-1 und einem bei 40 ED Drehmoment von 480 Nm und einer Spindelleistung von 33 kW einen sehr hohen Bearbeitungsbereich ab. Zweiter Pluspunkt ist die Flexibilität der Maschinen. Die Bandbreite der Teile, die wir auf die Maschine nehmen können, ist enorm, es gibt kaum Teile, die man darauf nicht wirtschaftlich fertigen kann. Wo manch anderer Wettbewerber die Segel streichen muss, können wir noch anbieten. Mit der 50 HVU steht uns sogar eine echte sechste Achse zur Verfügung und zudem
ist auf allen Matecs auch eine Pendelbearbeitung möglich, so dass wir während der Hauptzeit alle Rüstarbeiten durchführen können.“
Und weiter: „Wir hatten einige Sonderwünsche, beispielsweise bei der Platzierung des Rundtisches oder beim Beistellmagazin. Bei der HVU haben wir Zugriff auf insgesamt 120 Werkzeuge, wobei übergroße Werkzeuge bis zu einer Länge von 600 mm und einem Durchmesser bis 500 mm bei einem Werkzeuggewicht bis 25 kg in einem Pick-up Magazin untergebracht sind.“
Die HVU-Maschinen verfügen über einen Universalkopf mit zwei Achsen, der die Motorspindel über eine 45°-Schräge von der Vertikal- in die Horizontalstellung dreht. Dies ermöglicht in Verbindung mit einem integrierten Rundtisch die Bearbeitung langer Werkstücke an fünf Seiten.
Absolute Bestnoten auch für den Service
Und wie steht es in Sachen Service? „Das Schlimmste, was einem Lohnbetrieb passieren kann, ist ein Maschinenstillstand. Wenn dann nicht schnell ein Servicetechniker vor Ort ist, haben wir ein ernstes Problem. Auch hier gibt es absolute Bestnoten für Matec. Die Servicetechniker sind innerhalb kürzester Zeit vor Ort und haben sich als sehr kompetente Ansprechpartner erwiesen.“
Derartiges hört Armin Wunderlich, Technischer Direktor von matec, natürlich nur zu gerne. Er fasst die Vorteile der 50 HVU so zusammen: „Die HVU-Maschinen verfügen über einen Universalfräskopf mit zwei Achsen, der die Motorspindel über eine 45°-Schräge von der Vertikal- in die Horizontalstellung dreht. Dies ermöglicht die Bearbeitung langer Werkstücke an vier Seiten – in Verbindung mit einem integrierten Rundtisch wie hier bei Mafo sogar an fünf Seiten. Damit stehen für anspruchsvolle Arbeiten an komplexen Werkstücken insgesamt sechs Achsen zur Verfügung.“
Abschließend noch einmal Karl-Heinz Schörghofer: „Mit der Kombination eigener Gießerei mit anschließender Fertigbearbeitung bewegen wir uns in einem sehr begrenzten Wettbewerbsumfeld. Es gibt interessante Wechselbeziehungen zwischen der mechanischen Bearbeitung und der Gießerei, weil wir mit unserer Erfahrung bei manchen Bauteilen dem Kunden helfen, die Geometrien zu optimieren und/oder alternative Bearbeitungsstrategien vorschlagen können. In diesem Zusammenhang haben sich die Investitionen in die drei Bearbeitungszentren von Matec sehr positiv ausgewirkt, denn mit ihnen war es uns möglich, neue Kundenkreise zu generieren.“

An der 50HVU stehen für anspruchsvolle Arbeiten an komplexen Werkstücken insgesamt sechs Achsen zur Verfügung.
Dieser Bericht wurde in der Fachzeitschrift NC-Fertigung, April 2016 veröffentlicht.
Website NC-Fertigung